Production Stability
The right configuration should support repeatable performance across changing shifts, product batches, and normal operating fluctuations.
 Speed
Up to 20 Cases/min
Speed
Up to 20 Cases/min
 Delivery Time
6–8 Weeks
Delivery Time
6–8 Weeks
 Packaging
Wooden Crate
Packaging
Wooden Crate
 Material
SS / MS Structure
Material
SS / MS Structure
| Feature | Specification |
|---|---|
| Speed | 18 - 20 Case/Min |
| Power Supply | 400V, 3-Phase |
| Air Pressure | 6 Bar |
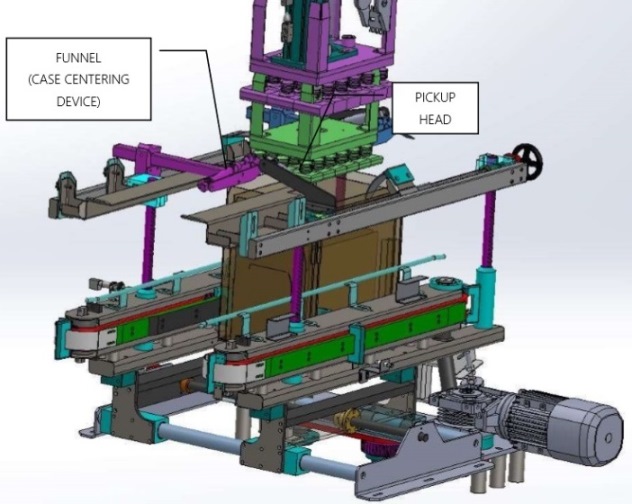
| Machine Dimension | 1700*1600*2200 mm |
| Carton Size | Min: 350*180*200 mm Max: 520*350*400 mm > |
When evaluating a packaging machine, manufacturers need to consider operating consistency, product handling behavior, floor conditions, maintenance access, and the ease of integrating the machine with existing line controls. A dependable machine creates value by reducing variability and helping teams sustain output over time.
The right configuration should support repeatable performance across changing shifts, product batches, and normal operating fluctuations.
Documentation, backups, wear-part planning, and maintenance accessibility all contribute to faster response and lower operational disruption.
A well-chosen machine should leave room for throughput improvement, pack-format evolution, and broader line integration as the factory grows.
EOL Packworld approaches machine delivery with the expectation that every installation should remain practical, serviceable, and production-ready long after commissioning is complete.